लिथियम बैटरी लेजर स्पॉट वेल्डर वेल्डिंग मशीन 18650 के लिए
AOT
ज़ियामेन, चीन
10-25 कार्य दिवस
50 सेट/माह
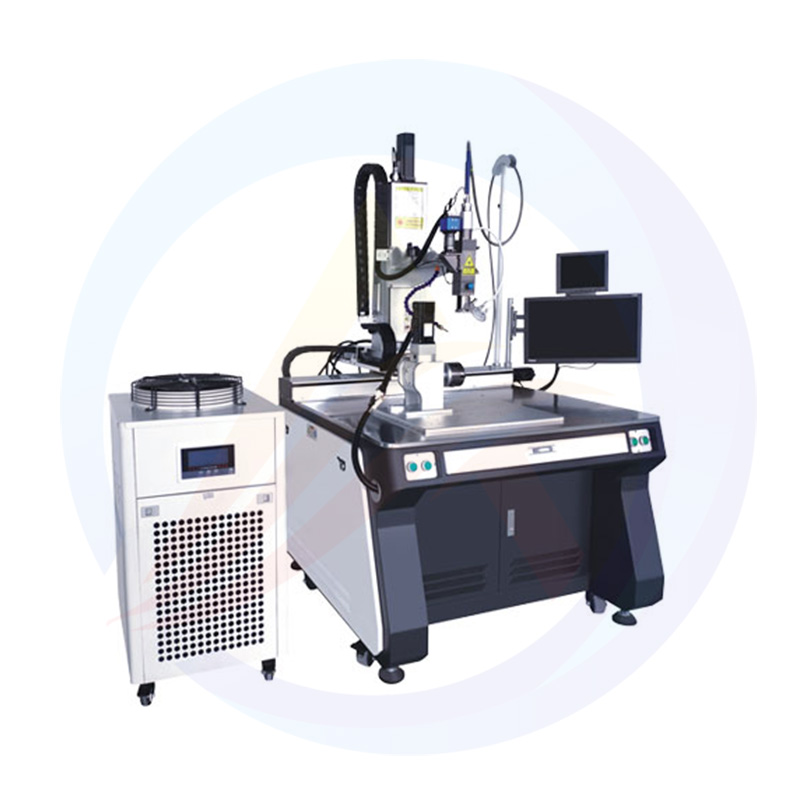
लेजर स्पॉट वेल्डिंग मशीन
● मिनी लेजर स्पॉट वेल्डिंग मशीन बीम की गुणवत्ता उत्कृष्ट है, वेल्डिंग की गति तेज है, और वेल्ड सीम दृढ़ और सुंदर है।
● एक औद्योगिक पीसी द्वारा नियंत्रित, इस लिथियम बैटरी स्पॉट वेल्डिंग मशीन का वर्कपीस विमान प्रक्षेपवक्र आंदोलन कर सकता है, और यह बिंदुओं, सीधी रेखाओं, हलकों, वर्गों या सीधी रेखाओं और चापों से बने किसी भी विमान ग्राफिक्स को वेल्ड कर सकता है;
● 18650 के लिए हमारी बैटरी स्पॉट वेल्डर वेल्डिंग मशीन, उच्च इलेक्ट्रो-ऑप्टिकल रूपांतरण दर, कम ऊर्जा खपत और दीर्घकालिक उपयोग की विशेषता उपयोगकर्ताओं को बहुत अधिक प्रसंस्करण लागत बचा सकती है;
● 18650 बैटरी के लिए स्पॉट वेल्डिंग मशीन में उच्च विश्वसनीयता है और इसे औद्योगिक बड़े पैमाने पर उत्पादन और प्रसंस्करण की जरूरतों को पूरा करते हुए 24 घंटे तक लगातार और स्थिर रूप से संसाधित किया जा सकता है;
निरंतरलेजर वेल्डिंग उपकरण:1. उद्योग में उच्चतम विन्यास को एकीकृत करें! अंतर्राष्ट्रीय प्रथम श्रेणी की गुणवत्ता! लेजर निरंतर फाइबर लेजर वेल्डिंग मशीन, इसकी सटीक वेल्डिंग प्रक्रिया, उच्च लागत प्रदर्शन और सही बिक्री के बाद सेवा के साथ, दुनिया भर में ग्राहकों से प्रशंसा जीत चुकी है। उत्पाद पूरी दुनिया में बेचे जाते हैं और ग्राहकों की संतुष्टि 100% है। प्रसंस्करण के बाद बेहद महीन, सपाट और सुंदर सोल्डर जोड़ों के कारण, कुछ ग्राहकों ने इसकी प्रशंसा की"वेल्डिंग प्रक्रिया एकदम सही है"!
उत्पाद लाभ:
● लेजर बीम की गुणवत्ता उत्कृष्ट है, वेल्डिंग की गति तेज है, और वेल्ड सीम दृढ़ और सुंदर है, जो उपयोगकर्ताओं को एक कुशल और सही वेल्डिंग समाधान लाता है;
● एक औद्योगिक पीसी द्वारा नियंत्रित, वर्कपीस समतल प्रक्षेप पथ गति कर सकता है, और यह बिंदुओं, सीधी रेखाओं, वृत्तों, वर्गों या सीधी रेखाओं और चापों से बने किसी भी समतल ग्राफिक्स को वेल्ड कर सकता है;
● उच्च इलेक्ट्रो-ऑप्टिकल रूपांतरण दर, कम ऊर्जा खपत और दीर्घकालिक उपयोग उपयोगकर्ताओं को प्रसंस्करण लागत में काफी बचत करा सकता है;
● उपकरण में उच्च विश्वसनीयता है और इसे 24 घंटे तक लगातार और स्थिर रूप से संसाधित किया जा सकता है, जो औद्योगिक बड़े पैमाने पर उत्पादन और प्रसंस्करण की जरूरतों को पूरा करता है;
● विशेष विमान में मजबूत अनुकूलन क्षमताएं हैं और इसे ग्राहकों की जरूरतों के अनुसार अनुकूलित किया जा सकता है।
प्रदर्शन विशेषताएँ:
★ तेज गति, दक्षता के बाद उच्च परिशुद्धता, अधिक उत्तम उपस्थिति; मिलाप संयुक्त का व्यास आवश्यकताओं के अनुसार समायोजित किया जा सकता है, और गर्मी प्रभावित क्षेत्र छोटा है, जो सटीक उत्पाद के विरूपण का कारण नहीं होगा;
★ वेल्डेबल छोटे और ठीक ज्यामितीय क्षेत्र, सभी आकारों के उत्पादों के लिए उपयुक्त;
★ घनत्व वेल्डिंग से छिद्र और ट्रेकोमा का पता नहीं चलता है और इसे सीधे पीसकर पॉलिश किया जा सकता है।
समाक्षीय सीसीडी निगरानी प्रणाली:
हमारे उत्पादों को एक समाक्षीय सीसीडी निगरानी प्रणाली से सुसज्जित किया जा सकता है। समाक्षीय सीसीडी निगरानी प्रणाली 10 गुना तक बढ़ा सकती है। इसी समय, समाक्षीय सीसीडी मॉनिटर का क्रॉस टारगेट और लेजर वेल्डिंग स्पॉट का केंद्र पूरी तरह से संयोग है।
उपकरण मुख्य विन्यास:
उपकरण मुख्य रूप से 1500W फाइबर लेजर, वेल्डिंग मशीन, वेल्डिंग हेड, वाटर-कूल्ड मशीन आदि से बना है।
उपकरण आवश्यकताएँ:
· उपकरण लचीला है और वर्ग जैसे विभिन्न मॉड्यूल की वेल्डिंग के साथ अच्छी तरह से संगत हो सकता है;
· फाइबर ट्रांसमिशन लेजर, लेजर का 1 सेट और वर्कस्टेशन का 1 सेट का उपयोग, छोटे बैच मल्टी-बैच मॉड्यूल वेल्डिंग और परीक्षण के लिए उपयुक्त;
· वेल्डिंग स्टेशन लचीला और बहुमुखी है। केवल फिक्स्चर को बदलने या समायोजित करने, और सरल प्रोग्राम को कॉल या संपादित करने से, यह वेल्डिंग के विभिन्न उत्पादों, स्थितियों या तरीकों के अनुकूल हो सकता है
· लेजर ऊर्जा प्रतिक्रिया पीक पावर पल्स लेजर को अपनाता है, जिसमें स्थिर शक्ति और अच्छी वेल्डिंग स्थिरता होती है;
· विशेष लेजर वेल्डिंग धुआँ शुद्धिकरण प्रणाली, वेल्डिंग स्पैटर और धुआं इकट्ठा करना, वेल्डिंग के बाद कोई वेल्डिंग स्लैग नहीं, साफ वेल्डिंग स्थिरता, अच्छी स्थिति सटीकता बनाए रखना, और लगातार वेल्डिंग गुणवत्ता सुनिश्चित करना
· वेल्डिंग मशीन और लेजर को सीखना और संचालित करना आसान है;
· हीटिंग यूनिट से सुचारू वोल्टेज आउटपुट सुनिश्चित करने के लिए आनुपातिक वोल्टेज नियंत्रण।
· 24 घंटे संचालन
गैन्ट्री कार्यक्षेत्र:
एक्स-अक्ष स्ट्रोक
800मिमी
Y-अक्ष स्ट्रोक
1000मिमी
Z-अक्ष स्ट्रोक
400मिमी
एक्सवाईजेड अक्ष स्थिति सटीकता
≤±0.01मिमी
एक्सवाईजेड अक्ष प्रक्षेप गति
≤250मिमी/सेकेंड
एक्सवाईजेड अक्ष ड्राइव
सर्वो मोटर (रिड्यूसर के साथ Z-अक्ष)
गैन्ट्री कार्यक्षेत्र:
एक्स-अक्ष स्ट्रोक
400मिमी
Y-अक्ष स्ट्रोक
300 मिमी
Z-अक्ष स्ट्रोक
300 मिमी
एक्सवाईजेड अक्ष स्थिति सटीकता
≤±0.01मिमी
एक्सवाईजेड अक्ष प्रक्षेप गति
≤250मिमी/सेकेंड
एक्सवाईजेड अक्ष ड्राइव
सर्वो मोटर (रिड्यूसर के साथ Z-अक्ष)
काकूलर:
शीतलन क्षमता
12.5 किलोवाट
पानी की टंकी का आयतन
38एल
शीतल
आर22
जल तापमान नियंत्रण रेंज
26±1℃
अलार्म फ़ंक्शन
जल स्तर, कम तापमान, उच्च तापमान, अधिभार, आदि।
बिजली की आवश्यकताएं
एसी220वी±10%,50हर्ट्ज
एल+एन+पीई
रेटेड पावर 5.5 किलोवाट
रेटेड धारा 30A
पर्यावरण आवश्यकताएं
तापमान 5-45 ° C; आर्द्रता 10-90%
फाइबर लेजर पैरामीटर:
संचालन विधा
सतत \ मॉड्यूलेशन
औसत उत्पादन
1500 वाट
लेजर तरंगदैर्ध्य
1080
लेजर आवृत्ति
10-20000हर्ट्ज
लाल बत्ती शक्ति
0.1mW
आउटपुट फाइबर समाप्ति
यूनिवर्सल क्यूबीएच
फाइबर की लंबाई
15
न्यूनतम झुकने त्रिज्या
200 मिमी
कार्य तापमान
10-40 डिग्री सेल्सियस
तापमान
10-90 डिग्री सेल्सियस
लेजर जीवन
80000H-100000H
वेल्डिंग हेड:
निगरानी इकाई
समाक्षीय सीसीडी, वास्तविक समय आवर्धन 10 गुना
संरक्षण इकाई
समाक्षीय या रेंजफाइंडर
वज़न
2.5 किलो
यादृच्छिक अनुलग्नक:
नाम
विशेष विवरण
मात्रा
पाइप बंद करने का कीलक
3
फ़िल्टर तत्व
2
प्रलेखन
उपयोगकर्ता का मार्गदर्शन
1
सॉफ्टवेयर अनुदेश पुस्तिका
1
चिलर रखरखाव निर्देश
1
अनुरूप प्रमाण पत्र
1
आश्वासन पत्रक
1
उपभोज्य भागों की सूची
1
औजार
मरम्मत उपकरण
एलन कुंजी
1
लेजर सुरक्षात्मक चश्मा
2
मुख्य विन्यास:
नहीं
नाम
मात्रा
· विशिष्टता
1
1500W लेजर
1
1500 वाट
2
लिफ्टिंग स्क्रू रेल मॉड्यूल
1
400मिमी / 300मिमी स्ट्रोक
3
आगे और पीछे स्क्रू गाइड मॉड्यूल
1
800मिमी/300मिमी स्ट्रोक
4
बाएँ और दाएँ स्क्रू गाइड मॉड्यूल
1
1000मिमी/400मिमी स्ट्रोक
5
वेल्डिंग हेड
1
रिवाज़
6
नियंत्रण प्रणाली कैबिनेट
1
एचजेड-एफडब्लू01
7
नियंत्रण सॉफ्टवेयर
2
8
चिलर्स
1
3P दोहरी तापमान दोहरी नियंत्रण
9
कंप्यूटर
1
औद्योगिक कंप्यूटर
उत्पाद प्रदर्शन
टीईआई ब्रेक पैड ब्रेक डिस्क ब्रेक
टीईआई ब्रेक पैड, ब्रेक डिस्क और ब्रेक स्टील पाइप कार के आकार के चार या छह-पिस्टन ब्रेक कैलिपर्स के लिए उपयुक्त हैं। P60ES संशोधन के लिए 355 डिस्क (18-इंच फ्रंट व्हील) से सुसज्जित है
टीईआई ब्रेक पैड ब्रेक डिस्क ब्रेक
टीईआई ब्रेक पैड, ब्रेक डिस्क और ब्रेक स्टील पाइप कार के आकार के चार या छह-पिस्टन ब्रेक कैलिपर्स के लिए उपयुक्त हैं। P60ES संशोधन के लिए 355 डिस्क (18-इंच फ्रंट व्हील) से सुसज्जित है
प्रदर्शनी
प्रमाणपत्र
सामान्य प्रश्न
प्रश्न 1. बैटरी स्पॉट वेल्डिंग मशीन क्या है?
बैटरी स्पॉट वेल्डिंग मशीन बैटरी निर्माण में इस्तेमाल किया जाने वाला एक विशेष उपकरण है, जिसका उपयोग स्पॉट वेल्डिंग के माध्यम से बैटरी पैक के विभिन्न घटकों को जोड़ने के लिए किया जाता है। यह स्थानीयकृत ताप प्रभाव पैदा करने के लिए विद्युत प्रवाह का उपयोग करता है, बैटरी घटकों की धातु की सतहों को पिघलाता है और उन्हें फ्यूज करता है।
मशीन में आमतौर पर एक बिजली आपूर्ति, इलेक्ट्रोड टर्मिनल और एक नियंत्रण इकाई होती है। बैटरी के घटक, जैसे बैटरी सेल, बस बार और टैब, इलेक्ट्रोड टर्मिनलों के बीच स्थित होते हैं। जब मशीन चालू होती है, तो इलेक्ट्रोड टर्मिनलों के माध्यम से एक उच्च धारा प्रवाहित होती है, जिससे धातु की सतह पिघल जाती है और एक ठोस बंधन बन जाता है। उचित वेल्डिंग सुनिश्चित करने के लिए करंट की अवधि और तीव्रता को मशीन की सेटिंग्स द्वारा नियंत्रित किया जाता है।
स्पॉट वेल्डिंग प्रक्रिया बैटरी घटकों के बीच एक विश्वसनीय और कम प्रतिरोध वाला विद्युत कनेक्शन सुनिश्चित करती है, जो बैटरी पैक के समग्र प्रदर्शन और सुरक्षा के लिए महत्वपूर्ण है। मशीन में समायोज्य वेल्डिंग पैरामीटर, मॉनिटरिंग सिस्टम और सुरक्षा तंत्र जैसी अतिरिक्त सुविधाएँ भी हो सकती हैं ताकि सुसंगत और सटीक स्पॉट वेल्डिंग परिणाम सुनिश्चित किए जा सकें।
प्रश्न 2. स्पॉट वेल्डर के लिए कौन सी बैटरी का उपयोग करें?
स्पॉट वेल्डर के लिए इस्तेमाल की जाने वाली बैटरी आमतौर पर उच्च क्षमता वाली लिथियम-आयन बैटरी होती है। ये बैटरियाँ अपने उच्च ऊर्जा घनत्व के लिए जानी जाती हैं, जो उन्हें कुशल स्पॉट वेल्डिंग के लिए आवश्यक शक्ति प्रदान करने की अनुमति देती है। स्पॉट वेल्डर के आकार और पावर आउटपुट के आधार पर विशिष्ट बैटरी की आवश्यकताएँ भिन्न हो सकती हैं। ऐसी बैटरी चुनना महत्वपूर्ण है जो इष्टतम प्रदर्शन के लिए स्पॉट वेल्डर द्वारा आवश्यक आवश्यक वोल्टेज और करंट स्तर प्रदान कर सके।
प्रश्न 3. बैटरी स्पॉट वेल्डिंग मशीन कैसे काम करती है?
बैटरी स्पॉट वेल्डिंग मशीन एक उपकरण है जिसका उपयोग बैटरी पैक के विभिन्न घटकों को स्पॉट वेल्डिंग के माध्यम से एक साथ जोड़ने के लिए किया जाता है।
यह आमतौर पर इस प्रकार काम करता है:
तैयारी: बैटरी स्पॉट वेल्डिंग मशीन को स्थापित किया जाता है और उसे बिजली स्रोत से जोड़ा जाता है। मशीन दो इलेक्ट्रोड टिप या जांच से सुसज्जित है जो बैटरी घटकों को वेल्डिंग करंट पहुंचाएगी।
संरेखण: बैटरी के घटक, जैसे बैटरी सेल और बस बार, मशीन की वेल्डिंग सतह पर सही ढंग से संरेखित और स्थित होते हैं। इलेक्ट्रोड को घटकों पर वांछित वेल्डिंग बिंदुओं के साथ संपर्क बनाने के लिए रखा जाता है।
वेल्डिंग पैरामीटर: ऑपरेटर मशीन पर वांछित वेल्डिंग पैरामीटर सेट करता है। इसमें वेल्डिंग करंट, अवधि और इलेक्ट्रोड प्रेशर जैसे पैरामीटर शामिल हैं।
वेल्डिंग प्रक्रिया: ऑपरेटर वेल्डिंग प्रक्रिया को सक्रिय करता है, आमतौर पर फुट पेडल दबाकर या बटन दबाकर। सक्रिय होने पर, वेल्डिंग बिंदुओं पर इलेक्ट्रोड युक्तियों के माध्यम से एक उच्च धारा पारित की जाती है, जिससे संपर्क बिंदुओं पर तीव्र गर्मी पैदा होती है।
वेल्ड निर्माण: करंट द्वारा उत्पन्न ऊष्मा जुड़ने वाले घटकों से सामग्री की एक छोटी मात्रा को पिघला देती है। जैसे ही निर्दिष्ट अवधि के लिए करंट लगाया जाता है, पिघला हुआ पदार्थ जम जाता है, जिससे घटकों के बीच एक मजबूत वेल्ड बॉन्ड बन जाता है।
शीतलन: वेल्डिंग प्रक्रिया के बाद, वेल्ड किए गए क्षेत्र को ठंडा करने की आवश्यकता होती है ताकि वेल्ड पूरी तरह से जम जाए। इस प्रक्रिया को तेज़ करने के लिए कुछ मशीनों में बिल्ट-इन कूलिंग मैकेनिज्म होता है।
निरीक्षण: वेल्ड की गुणवत्ता और अखंडता सुनिश्चित करने के लिए वेल्डेड घटकों का निरीक्षण किया जाता है। इसमें दृश्य परीक्षण, वेल्ड विशेषताओं का मापन, या यदि आवश्यक हो तो अतिरिक्त परीक्षण करना शामिल हो सकता है।
इन चरणों को बार-बार निष्पादित करने से, बैटरी स्पॉट वेल्डिंग मशीन कुशलतापूर्वक और सटीक रूप से बैटरी घटकों को एक साथ जोड़ सकती है, जिससे एक विश्वसनीय और टिकाऊ बैटरी पैक तैयार हो सकता है।